* 联系人
* 联系电话
* 联系邮箱
* 验证码
* 意见类型
* 意见内容
上传图片
一、阀门的主要特点有:
1 所有主体承压部件全部采用钢板焊接而成。
2 采用的主要材料是奥氏体不锈钢材料,焊接过程极易变形。
3 阀座焊前已精车到位,焊后不再对密封面进行加工。
二、阀体组件焊接及加工顺序。
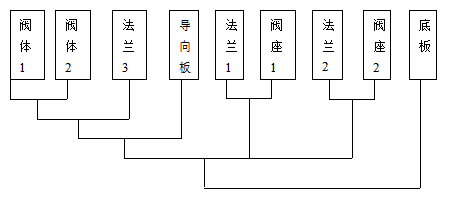
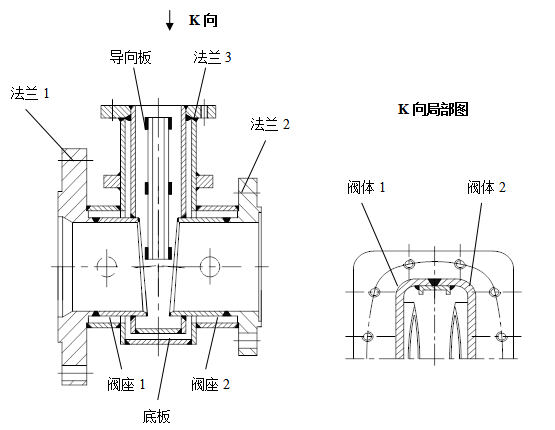
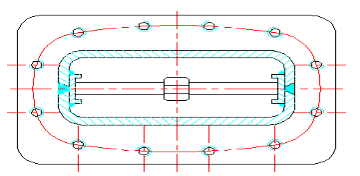
通过对全焊接锻钢夹套楔式双闸板气动真空闸阀进行分析,发现其主要问题是阀体组件焊后变形。为了既减少焊接变形,又方便机加工,结合我公司的加工能力及焊接设备,制定了针对阀门的加工、焊接方案,并设计了相配套的工装夹具。阀体夹套法兰组件是由阀体组件、横夹套、竖夹套、夹套法兰等部分组成。其关键尺寸主要集中在阀体组件的尺寸,因此,在焊接过程中,如何保证阀体组件的尺寸是直接关系到本批阀门质量的关键。由于阀体组件的组成部分较多(由阀体1、阀体2、法兰1、阀座1、法兰2、阀座2、法兰3、底板等组成,如图1),而且均易变形,所以,各零部件焊接顺序的安排直接影响到阀门的焊接质量。通过对阀门结构的分析,将焊接流程安排如下:
一、阀门的主要特点有:
1 所有主体承压部件全部采用钢板焊接而成。
2 采用的主要材料是奥氏体不锈钢材料,焊接过程极易变形。
3 阀座焊前已精车到位,焊后不再对密封面进行加工。
二、阀体组件焊接及加工顺序。
通过对全焊接锻钢夹套楔式双闸板气动真空闸阀进行分析,发现其主要问题是阀体组件焊后变形。为了既减少焊接变形,又方便机加工,结合我公司的加工能力及焊接设备,制定了针对阀门的加工、焊接方案,并设计了相配套的工装夹具。阀体夹套法兰组件是由阀体组件、横夹套、竖夹套、夹套法兰等部分组成。其关键尺寸主要集中在阀体组件的尺寸,因此,在焊接过程中,如何保证阀体组件的尺寸是直接关系到本批阀门质量的关键。由于阀体组件的组成部分较多(由阀体1、阀体2、法兰1、阀座1、法兰2、阀座2、法兰3、底板等组成,如图1),而且均易变形,所以,各零部件焊接顺序的安排直接影响到阀门的焊接质量。通过对阀门结构的分析,将焊接流程安排如下: