* 联系人
* 联系电话
* 联系邮箱
* 验证码
* 意见类型
* 意见内容
上传图片
一、概述
WB36为德国梯生钢厂、曼内斯曼钢厂和日本住友金属株式会社生产的Ni-Cu-Mo低合金钢。由于WB36钢具有较高的强度和良好的焊接性能等特点,已作为耐热合金钢列入Vdtuv法规,并广泛用作500℃以下大型热电站压力管道。
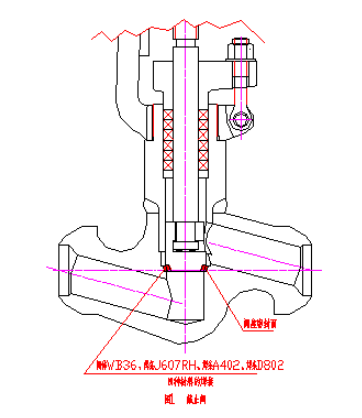
传统截止阀设计使用的压力PN是32MPa以下,阀体材料为25;现特高压机组截止阀设计使用的压力PN是42MPa,阀体材料为WB36。(图1)
WB36钢具有一定的冷裂敏感性,钢中的Cr、Mo、Nb等强碳化物形成元素,增加了钢的再热裂纹敏感性。WB36耐热钢材料合金总量高,导热性能和焊接性能差,阀体密封面深孔堆焊后,热应力、组织应力、焊接应力和机加工应力的叠加很容易出现裂纹,因此该钢焊前必需预热和焊后必需热处理才能达到要求。
WB36焊接工艺采用特殊的组合焊接方法,对易断裂的WB36阀体进行焊接,解决了阀体焊接后出现裂纹的现象,满足工况要求。
二、WB36钢的基本性能:
WB36为德国梯生钢厂、曼内斯曼钢厂和日本住友金属株式会社生产的Ni-Cu-Mo低合金钢。由于WB36钢具有较高的强度和良好的焊接性能等特点,已作为耐热合金钢列入Vdtuv法规,并广泛用作500℃以下大型热电站压力管道。
WB36是一种Ni-Cu-Mo型低合金钢,在DIN标准中被称为15NiCuMoNb5。WB36中含有Ni、Cu、Nb等合金元素,具有高的抗拉强度和屈服强度。Nb细化晶粒,Cu通过其析出物达到沉淀强化,并提高钢的抗腐蚀性。但Cu是使材料具有红脆性的元素,在钢中易在晶界富集,引起网状裂纹缺陷。钢中加入Ni,可以使晶界产生熔点较高的Cu-Ni化合物,从而消除Cu的不良影响。
三、WB36钢的焊接性能:
1、WB36钢化学成份:

2、WB36钢机械性能:

3、WB36钢焊接性能:
WB36钢具有一定的冷裂敏感性,钢中的Cr、Mo、Nb等强碳化物形成元素,增加了钢的再热裂纹敏感性。WB36耐热钢材料合金总量高,导热性能和焊接性能差,阀体密封面深孔堆焊后,热应力、组织应力、焊接应力和机加工应力的叠加很容易出现裂纹,因此该钢焊前必需预热和焊后必需热处理才能达到要求。
四、WB36阀体焊接材料选择:
1.J607RH焊条:
(1)J607RH高强度钢焊条的化学成份:

(2)J607RH高强度钢焊条的特点:
a: 特征:压力容器用590MPa级无裂纹钢用超低氢焊条,具有良好的抗裂和冲击韧性,采用直流反接,可全位置焊。
b: 用途: 用于压力容器、桥梁、水电站下降管及海洋工程等焊接结构。
2. A402焊条:
(1) A402不锈钢焊条的化学成份:

(2) A402不锈钢焊条的特点:
A402奥氏体不锈钢具有优良的耐腐蚀性能,比铁素体和珠光体钢更好的抗高温氧化性能,同时还有优良高温热强性能。此钢容易焊接,不因温度变化发生相变。对氢脆不敏感,在焊态下奥氏体不锈钢也有较好的塑性和韧性。
焊接的主要问题:易产生焊接热裂纹、脆化、晶间腐蚀、应力腐蚀、表面氧化,此外,因其导热性能差,线膨胀系数大,所以焊接应力和焊接变形较大。
解决措施:为了避免焊缝枝晶粗大,以致增大偏折,应尽量采用小的热输入量,不预热、降低层间温度,不回火等。
3. D802焊条:
(1) D802焊条的化学成份:

(2)D802焊条特点:
D802焊条在钴铬钨堆焊合金中,碳及钨含量较低,韧性最好的一种,能承受在冷热条件下的冲击,产生裂缝的可能性小,用硬质合金刀具容易切削加工,金相组织为奥氏体和共晶体。
五、WB36阀体焊接:
先预热焊J607RH,然后冷焊A402,最后预热焊D802硬质合金。本体材料焊接选用J607RH,直径¢4mm;不锈钢焊条选用A402,直径¢4mm;硬质合金焊条选用D802,直径¢5mm。
1.底层堆焊:
底层堆焊J607RH时,由于WB36阀体可焊接性较差,焊接时采用严格的焊前预热和焊后必需热处理等工艺措施,保证焊接质量。将整个阀体放入箱式炉里加热,当温度加热至100-150℃时,保温2h。将直径¢4mm的J607RH电焊条在300-350℃温度下烘培,保温1h。选用焊接电流160A,焊接电压22V,控制焊接最高层间温度250℃,焊层高度1mm,堆焊密封面底层。
2.中间层堆焊:
中间层堆焊A402奥氏体不锈钢具有优良的耐腐蚀性能,比铁素体和珠光体钢更好的抗高温氧化性能,同时还有优良高温热强性能。此钢容易焊接,不因温度变化发生相变。对氢脆不敏感,在焊态下奥氏体不锈钢也有较好的塑性和韧性。
但是,A402易产生焊接热裂纹、脆化、晶间腐蚀、应力腐蚀、表面氧化,此外,因其导热性能差,线膨胀系数大,所以焊接应力和焊接变形较大。为了避免焊缝枝晶粗大,以致增大偏折,应尽量采用小的热输入量,不预热、降低层间温度,不回火等。
密封面底层堆焊完成的阀体冷却后,将直径¢4mm的A402焊条在150-200℃温度下烘培,保温2h。选用焊接电流:210A,焊接电压:22V,控制层间最高温度在200℃以下,分两层堆焊A402,每层的高度为1mm。车平堆焊层,保证中间层厚1mm,探伤检查密封面无裂纹、气孔、夹渣等缺陷。
3.顶层堆焊:
顶层堆焊的D802韧性好,能承受在冷热条件下的冲击,产生裂缝的可能性小,用硬质合金刀具容易切削加工,金相组织为奥氏体和共晶体。D802分两层堆焊,高度为5-6mm,层间最高温度保持在300℃以下。堆焊D802时,将探伤检查确认合格的工件放到炉箱中预热,加热温度在430-460℃,保温2h。将直径¢5mm的D802焊条在200-250℃温度下烘培,保温1.5h。选用焊接电流:240A-280A,焊接电压:25V-30V,堆焊阀座密封面顶层。焊后回火:580-620℃下保温3h。
六、结语
采用先预热阀体堆焊J607RH,然后冷焊A402,最后预热焊D802硬质合金的方法,其在焊接口处的焊区由内至表为三层不同的材质形成密封面,即解决了阀体WB36材料焊接难的问题,又达到了提高阀体密封面使用寿命的目的。经过对接焊后阀体进行探伤检测,产品合格率达99.8%,新工艺为新材料的密封面堆焊提供了保证。
一、概述
WB36为德国梯生钢厂、曼内斯曼钢厂和日本住友金属株式会社生产的Ni-Cu-Mo低合金钢。由于WB36钢具有较高的强度和良好的焊接性能等特点,已作为耐热合金钢列入Vdtuv法规,并广泛用作500℃以下大型热电站压力管道。
传统截止阀设计使用的压力PN是32MPa以下,阀体材料为25;现特高压机组截止阀设计使用的压力PN是42MPa,阀体材料为WB36。(图1)
WB36钢具有一定的冷裂敏感性,钢中的Cr、Mo、Nb等强碳化物形成元素,增加了钢的再热裂纹敏感性。WB36耐热钢材料合金总量高,导热性能和焊接性能差,阀体密封面深孔堆焊后,热应力、组织应力、焊接应力和机加工应力的叠加很容易出现裂纹,因此该钢焊前必需预热和焊后必需热处理才能达到要求。
WB36焊接工艺采用特殊的组合焊接方法,对易断裂的WB36阀体进行焊接,解决了阀体焊接后出现裂纹的现象,满足工况要求。
二、WB36钢的基本性能:
WB36为德国梯生钢厂、曼内斯曼钢厂和日本住友金属株式会社生产的Ni-Cu-Mo低合金钢。由于WB36钢具有较高的强度和良好的焊接性能等特点,已作为耐热合金钢列入Vdtuv法规,并广泛用作500℃以下大型热电站压力管道。
WB36是一种Ni-Cu-Mo型低合金钢,在DIN标准中被称为15NiCuMoNb5。WB36中含有Ni、Cu、Nb等合金元素,具有高的抗拉强度和屈服强度。Nb细化晶粒,Cu通过其析出物达到沉淀强化,并提高钢的抗腐蚀性。但Cu是使材料具有红脆性的元素,在钢中易在晶界富集,引起网状裂纹缺陷。钢中加入Ni,可以使晶界产生熔点较高的Cu-Ni化合物,从而消除Cu的不良影响。
三、WB36钢的焊接性能:
1、WB36钢化学成份:
2、WB36钢机械性能:
3、WB36钢焊接性能:
WB36钢具有一定的冷裂敏感性,钢中的Cr、Mo、Nb等强碳化物形成元素,增加了钢的再热裂纹敏感性。WB36耐热钢材料合金总量高,导热性能和焊接性能差,阀体密封面深孔堆焊后,热应力、组织应力、焊接应力和机加工应力的叠加很容易出现裂纹,因此该钢焊前必需预热和焊后必需热处理才能达到要求。
四、WB36阀体焊接材料选择:
1.J607RH焊条:
(1)J607RH高强度钢焊条的化学成份:
(2)J607RH高强度钢焊条的特点:
a: 特征:压力容器用590MPa级无裂纹钢用超低氢焊条,具有良好的抗裂和冲击韧性,采用直流反接,可全位置焊。
b: 用途: 用于压力容器、桥梁、水电站下降管及海洋工程等焊接结构。
2. A402焊条:
(1) A402不锈钢焊条的化学成份:
(2) A402不锈钢焊条的特点:
A402奥氏体不锈钢具有优良的耐腐蚀性能,比铁素体和珠光体钢更好的抗高温氧化性能,同时还有优良高温热强性能。此钢容易焊接,不因温度变化发生相变。对氢脆不敏感,在焊态下奥氏体不锈钢也有较好的塑性和韧性。
焊接的主要问题:易产生焊接热裂纹、脆化、晶间腐蚀、应力腐蚀、表面氧化,此外,因其导热性能差,线膨胀系数大,所以焊接应力和焊接变形较大。
解决措施:为了避免焊缝枝晶粗大,以致增大偏折,应尽量采用小的热输入量,不预热、降低层间温度,不回火等。
3. D802焊条:
(1) D802焊条的化学成份:
(2)D802焊条特点:
D802焊条在钴铬钨堆焊合金中,碳及钨含量较低,韧性最好的一种,能承受在冷热条件下的冲击,产生裂缝的可能性小,用硬质合金刀具容易切削加工,金相组织为奥氏体和共晶体。
五、WB36阀体焊接:
先预热焊J607RH,然后冷焊A402,最后预热焊D802硬质合金。本体材料焊接选用J607RH,直径¢4mm;不锈钢焊条选用A402,直径¢4mm;硬质合金焊条选用D802,直径¢5mm。
1.底层堆焊:
底层堆焊J607RH时,由于WB36阀体可焊接性较差,焊接时采用严格的焊前预热和焊后必需热处理等工艺措施,保证焊接质量。将整个阀体放入箱式炉里加热,当温度加热至100-150℃时,保温2h。将直径¢4mm的J607RH电焊条在300-350℃温度下烘培,保温1h。选用焊接电流160A,焊接电压22V,控制焊接最高层间温度250℃,焊层高度1mm,堆焊密封面底层。
2.中间层堆焊:
中间层堆焊A402奥氏体不锈钢具有优良的耐腐蚀性能,比铁素体和珠光体钢更好的抗高温氧化性能,同时还有优良高温热强性能。此钢容易焊接,不因温度变化发生相变。对氢脆不敏感,在焊态下奥氏体不锈钢也有较好的塑性和韧性。
但是,A402易产生焊接热裂纹、脆化、晶间腐蚀、应力腐蚀、表面氧化,此外,因其导热性能差,线膨胀系数大,所以焊接应力和焊接变形较大。为了避免焊缝枝晶粗大,以致增大偏折,应尽量采用小的热输入量,不预热、降低层间温度,不回火等。
密封面底层堆焊完成的阀体冷却后,将直径¢4mm的A402焊条在150-200℃温度下烘培,保温2h。选用焊接电流:210A,焊接电压:22V,控制层间最高温度在200℃以下,分两层堆焊A402,每层的高度为1mm。车平堆焊层,保证中间层厚1mm,探伤检查密封面无裂纹、气孔、夹渣等缺陷。
3.顶层堆焊:
顶层堆焊的D802韧性好,能承受在冷热条件下的冲击,产生裂缝的可能性小,用硬质合金刀具容易切削加工,金相组织为奥氏体和共晶体。D802分两层堆焊,高度为5-6mm,层间最高温度保持在300℃以下。堆焊D802时,将探伤检查确认合格的工件放到炉箱中预热,加热温度在430-460℃,保温2h。将直径¢5mm的D802焊条在200-250℃温度下烘培,保温1.5h。选用焊接电流:240A-280A,焊接电压:25V-30V,堆焊阀座密封面顶层。焊后回火:580-620℃下保温3h。
六、结语
采用先预热阀体堆焊J607RH,然后冷焊A402,最后预热焊D802硬质合金的方法,其在焊接口处的焊区由内至表为三层不同的材质形成密封面,即解决了阀体WB36材料焊接难的问题,又达到了提高阀体密封面使用寿命的目的。经过对接焊后阀体进行探伤检测,产品合格率达99.8%,新工艺为新材料的密封面堆焊提供了保证。