11月1日21时18分,湖北宜化集团新宜化工氨醇项目首台气化炉(A炉) 一次烘炉点火成功,标志着气化装置进入到运行准备阶段,为正常投料开车提供了有力保障,此次项目中艾坦姆以产品硬实力和优质服务成功为业主保驾护航。
氨醇项目气化炉点火一次成功
-2023-
氨醇项目采用多喷嘴对置式水煤浆加压气化技术,三台气化炉两开一备,气化压力6.5MPaG,总气量为156000Nm3/h(CO+H2),装置工况对所需阀门要求极为严格:需满足高压、高温、压差大、密封等级高等条件,艾坦姆公司针对严苛工况,成立项目小组精准为业主制定最优解决方案,提供出完整全套的气化炉服务方案,包含三种规格氧阀产品共36台套,成功护航业主项目建设。
艾坦姆充分依托自身雄厚的研发实力,成功突破技术瓶颈,针对氧气调节阀的苛刻工况,优化阀结构设计和材料选择,设计出具有安全性能高、噪声低、结构紧凑、动作灵活和重量轻的新型氧气调节阀,彻底解决氧气波动、阀门震动、噪音过大、填料泄露等问题,拥有众多业绩,超过三百台氧气调节阀在现场稳定运行,弥补了国内自主研发高压氧用调节阀的空白,主要应用于煤化工、空分等重点行业。在科技成果鉴定中产品总体达到国内领先水平,其中三级降压技术达到国际先进水平。
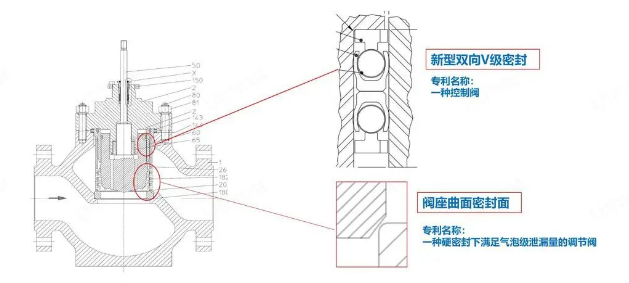
艾坦姆应对氧气工况下的密封措施
氧气工况中,对于内漏与外漏需要严格控制,艾坦姆密封设计可以有效避免氧气外泄造成安全事故以及防止氧气内漏影响整条工艺管线。
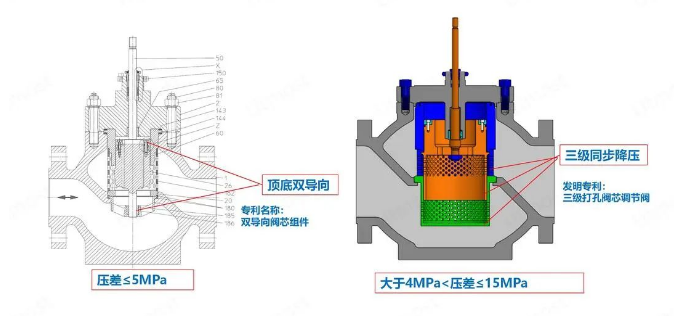
艾坦姆应对氧阀运行时的波动与振动
由于正常使用的条件下氧阀的调节精度较高,对于气化波动的影响较为明显,公司开发了三级降压结构及双导向结构,降低了阀门在高压差工况下的振动。
艾坦姆氧阀生产——洁净车间
艾坦姆拥有自己的洁净车间,所有氧阀的脱脂、装配、检测、包装均在无尘车间内完成。采用先进的超声波脱脂技术,所有和氧气接触的阀门部件必须禁油、脱脂。艾坦姆的 QA/QM 系统(质量评价和管理系统)允许最大的油脂含量为200 mg/m2以下,而新的欧洲标准IGC-DOC33/06E中允许最大的油脂含量为500 mg/m2。所有部件均经过严格的清洁检测,并最终用先进的溶解物定量检测方法出油脂含量的检测报告。
首台气化炉(A炉) 一次烘炉点火成功标着湖北宜化氨醇项目迈出了崭新的一步,业主的信任与支持也充分验证了艾坦姆品牌的硬核实力和优质服务,接下来,公司将继续紧盯项目建设进度,做好后续项目的安装调试与支持服务工作,持续聚焦关键核心技术突破,以优质产品输出精准服务各种严苛工况,为业主创造更多价值。
声明:本文转载自合作媒体或其它网站的信息,目的在于信息传递,并不代表本站赞同其观点和对其真实性负责,如有内容、版权以及其它问题的,请联系我们处理;联系电话:13182603427;联系邮箱:copyright@gongkew.com。